
 Chiunque abbia una stampante 3D sa che il livellamento (“leveling”) dell’hotbed (“letto caldo” o piatto) è una delle procedure più critiche e fondamentali del processo di stampa: un letto ben livellato, che sia cioè perfettamente in linea con gli assi di movimento dell’ugello, è necessario per una stampa di qualità. In pratica si deve garantire che lo spessore del primo strato stampato sia uniforme per tutta la superficie del piatto. Un buon livellamento determina infatti la qualità dei primi strati depositati dalla stampante, e condiziona tutto il resto del processo.
Chiunque abbia una stampante 3D sa che il livellamento (“leveling”) dell’hotbed (“letto caldo” o piatto) è una delle procedure più critiche e fondamentali del processo di stampa: un letto ben livellato, che sia cioè perfettamente in linea con gli assi di movimento dell’ugello, è necessario per una stampa di qualità. In pratica si deve garantire che lo spessore del primo strato stampato sia uniforme per tutta la superficie del piatto. Un buon livellamento determina infatti la qualità dei primi strati depositati dalla stampante, e condiziona tutto il resto del processo.
Da felice possessore di una Anet A6 in kit, che ha il telaio in acrilico, posso dire che l’operazione di livellamento è particolarmente frustrante: le continue deformazioni del telaio obbligano a continue calibrazioni. Un telaio “flessibile” porta spesso anche a deformazioni del bed, invisibili ad occhio nudo, ma rilevanti in relazione gli spessori in gioco in una stampa normale.
In genere il livellamento si fa manualmente: basta un foglio di carta (che ha lo spessore ideale di 0.07mm) ed un po’ di pazienza: lo spazio tra ugello e letto deve essere infatti quello di un singolo foglio di carta.
Ma io ho deciso di aggiungere alla mia Anet un bel sensore di prossimità in grado di fare tutto il lavoro per me, ogni volta che si inizia una stampa. Voglio introdurre l’Automatic bed leveling!
Purtroppo però il firmware in stock con le stampanti (di sicuro quello di Anet) spesso non prevede la funzione di autolivellamento. Di conseguenza è necessario un upgrade.
In questa guida, passo passo, tutto ciò che serve: dai componenti necessari agli schemi elettrici, dall’installazione meccanica alla taratura del sensore, dall’installazione del firmware Marlin alla configurazione degli slicers. Guida valida anche per chi possiede altri modelli di stampanti RepRap.
Prepariamo il sensore
L’automatic bed leveling si basa su un semplice principio: un sensore di prossimità installato vicino all’estrusore regola costantemente la distanza dell’ugello dal piatto.
 E’ infatti possibile eseguire una serie di misure lungo tutta la superficie del bed, così da produrre una sua mappa dei “dossi e cunette”: in questo modo, durante la stampa, il software può sollevare o abbassare l’ugello a garanzia della costante distanza dal piatto con tolleranze che arrivano a 0.01mm.
E’ infatti possibile eseguire una serie di misure lungo tutta la superficie del bed, così da produrre una sua mappa dei “dossi e cunette”: in questo modo, durante la stampa, il software può sollevare o abbassare l’ugello a garanzia della costante distanza dal piatto con tolleranze che arrivano a 0.01mm.
Esistono sensori molto diversi: io ne ho scelto uno di tipo capacitivo, il LJC18A3-H-Z/BX, in grado di rilevare la distanza anche da una lastra di vetro (i sensori di tipo induttivo non posso farlo). La sua portata è fino ad 8mm.
(Nota: indipendentemente dal modello, tutti i sensori per la Anet devono essere di tipo NPN, cioè normalmente aperto).
Nello specifico il sensore l LJC18A3-H-Z/BX deve essere alimentato da tensioni tra 6V a 36V: quindi non dovrebbe essere collegato direttamente alla scheda madre della stampante Anet, che eroga solo 5V (qualcuno però lo fa). Ciò significa che è necessario collegarlo direttamente all’alimentatore da 12V: meglio quindi usare l’accortezza di disaccoppiare elettricamente il sensore dalla scheda madre: l’ideale è usare di un optoisolatore da 1 canale a 12V (si trova in commercio sotto i 2 euro, oppure lo si può costruire con pochissimi semplici componenti di base).
Questa la lista della spesa (se li comprate cliccando qui potrete sostenere gratuitamente questo blog):
 LJC18A3-H-Z/BX Interruttore Sensore di Prossimità. Tipo di filo: DC a 3 fili (nero, marrone, blu). Tipo di uscita: NPN NO (Normalmente aperto). |
 Optocoupler 12V Accoppiatore ottico da 1 canale 12 V. Utile per disaccoppiare il sensore dalla scheda madre (che lavora ad un voltaggio minore).Su amazon.it è disponibile questo con relè a 2 canali. |
 Cavo elettrico 12AWG silicone Cavo [3m nero e 3m rosso] morbido e flessibile di rame stagnato a 680 fili, resistenza alle alte temperature. Ideale per il collegamento all’alimentatore 12V della stampante. |
 Cavo elettrico 18 AWG Kit cavi di collegamento in silicone 18 gauge (6 bobine di diverso colore da 4 metri). Resistenza alle alte temperature con filo a trefoli da 600V. Ideale per i collegamenti elettrici a 5V. |
Volendo fare un lavoro preciso e pulito, la lista della spese si completa con alcune componenti opzionali: capicorda da crimpare, dei connettori JST, ed un saldatore a stagno.
 Prima di tutto colleghiamo insieme il sensore ed l’accoppiatore ottico e testiamo se il tutto funziona correttamente.
Prima di tutto colleghiamo insieme il sensore ed l’accoppiatore ottico e testiamo se il tutto funziona correttamente.
Per fare questo basta seguire lo schema che prevede l’utilizzo di una normale batteria da 9V, più che adeguata per accendere il circuito. In genere i cavi hanno la seguente funzione (ma controllate il datasheet del vostro sensore):
- Marrone: tensione
- Nero: segnale
- Blu: terra (non passa dall’optoisolatore)
Ora basta provare ad avvicinare al sensore (sotto la parte circolare arancione) il dito o un oggetto metallico e poi per sicurezza anche un oggetto di vetro. Se tutto funziona si devono accendere 2 led: quello in cima al sensore e quello sull’accoppiatore ottico. Ciò significa che il circuito si chiude correttamente.
Siamo pronti a questo punto a collegare il sensore alla stampante secondo lo schema definitivo: l’altro capo dell’accoppiatore ottico va collegato al connettore per l’endstop Z sulla scheda Anet.
Il collegamento dello switch endstop Z esistente è opzionale, ma altamente consigliato. Nel caso in cui il sensore non dovesse funzionare, rimane sempre una valida ancora di salvezza, per evitare che l’ugello sfondi il piatto scendendo senza controllo.

Montiamo il sensore sulla stampante
Adesso è arrivato il momento di installare il sensore vicino l’estrusore.
Su Thingverse si trovano numerose soluzioni meccaniche, dipendenti anche dal diametro del sensore (in genere 18mm). Questa è la mia scelta disponibile al seguente link:


Consiglio di stamparvi il supporto del sensore in PETG+ ed al 100% di infill: in qiesto modo sarà resistente e non si deformerà per il calore.
Quello da me selezionato è un supporto molto leggero che sostituisce la piastrina che si interpone tra la ventola per il raffreddamento e l’estrusore stesso. Questa soluzione è molto leggera e compatta, ma soprattutto permette di mantenere al minimo possibile la distanza tra l’ugello ed il sensore: la pagina del progettista indica -31mm sull’asse X (sinistra-destra), e 20mm sull’asse Y (fronte-retro). Questo fattore è vitale importanza: non è consigliabile fare una misura in un punto del piatto e poi, usando quel valore di distanza, stampare in un punto molto lontano da esso: sicuramente lì la distanza sarà differente.
Purtroppo nel mio caso ho dovuto fare un adattamento: il tendi-cinghia dell’asse X è piuttosto ingombrante e mi ha obbligato ad una installazione alternativa, certamente meno ottimizzata: ho dovuto applicare il supporto direttamente sopra la ventola, portando la distanza tra estrusore e sensore a -51mm sull’asse X, e 20mm sull’asse Y. Questa scelta ha un’altro incoveniente: il sensore troppo a sinistra dell’estrusore fa scattare l’endstop X prima di quanto non capitasse prima (l’ho dovuto spostare!), riducendo l’area di stampa a sinistra del bed (dovrò progettare un supporto ad hoc o cambiare il tendi-cinghia X: si accettano consigli). Qualche foto:




Ad ogni modo, al termine della vostra personale installazione, usate un calibro e prendete le misure del caso. Queste le indicazioni ed i riferimenti (faccio riferimento alla figura):

- Il supporto del sensore ha un innesto a vite: si può quindi abbassare e alzare a piacere.
- Fate in modo che l’altezza del sensore (probe) sia un paio di mm più alta dell’ugello. Questa distanza sarà identificata con
Z PROBE OFFSET FROM EXTRUDER. In questa fase non occorre essere precisi: assicuratevi solo che il sensore sia più verticale possibile, giusto per aumentare la precisione della misura. - Sappiate che lo zero dell’asse verticale è l’ugello. Quindi il sensore più sollevato avrà una coordinata negativa: -below, +above [the nozzle]. Fate riferimento alla vista frontale nella figura.
- Misurate adesso la distanza tra ugello e sensore sul piano orizzontale sui 2 assi X (sinistra-destra) e Y (fronte-retro). Fate riferimento alla vista dall’alto nella figura.
- Anche lo zero dell’asse X è sull’ugello. Quindi un sensore a sinistra dell’ugello avrà coordinata negativa: -left +right [of the nozzle]. Questa distanza sarà identificata con
X PROBE OFFSET FROM EXTRUDER.Nel mio caso misura -51mm (come già spiegato). - Analogamente lo zero dell’asse Y è sull’ugello. Quindi un sensore sul fronte dell’ugello (più vicino a voi se siete di fronte alla stampante) avrà coordinata negativa: -front +behind [the nozzle]. Questa distanza sarà identificata con
Y PROBE OFFSET FROM EXTRUDER. Nel mio caso misura 20mm.
A questo punto è il momento di qualche regolazione (assicuratevi sempre che il sensore funzioni correttamente per evitare danni!!):
- Tenete spenta la stampante.
- Assicuratevi che i vecchi cari switch X e Z siano nella corretta posizione. Maggiore attenzione a quello dell’asse X, che deve poter scattare PRIMA che il supporto del sensore vada a sbattere sul bordo sinistro della stampante. Avendo aggiunto una nuova componente meccanica, la geometria del blocco estrusore è cambiata ed è necessario tenerne conto.
- Mettete il carrello al centro del piatto (a stampante spenta i motorini non danno resistenza).
- Accendete la stampante.
- Alzate, se serve, un po’ il carello così da allontanarvi dal piatto e lavorare comodi.
- In testa al sensore cìè una piccola vite: ruotandola si regola la distanza alla quale scatta l’interruttore. Al momento tenetela al minimo possibile.
- Eseguite una HOME ALL (comando G28) degli assi: il blocco estrusore si abbasserà. Dovete fare in modo che scatti l’interruttore Endstop Z e NON il sensore. Cioè il motorino dell’asse Z NON deve fermarsi a causa della lettura del sensore, ma alla vecchia maniera, attraverso lo switch.
- A questo punto regolate la vite del sensore fino a che non ci accende: cioè aumentate la distanza a cui scatta il sensore.
- Eseguite di nuovo una HOME ALL degli assi: questa volta il motorino dell’asse Z si dovrà fermare a causa della lettura del sensore. Verificate che la distanza tra il telaio e lo switch endstop Z sia di circa 1-2 mm. In questo modo il sensore sarà in grado di fermare l’asse, ma nel caso non dovessere funzionare potrà sempre intervenire il vecchio caro switch (vedi figura).
Installiamo l’Arudino IDE
Come anticipato, il sensore di livellamento non è adeguatamente supportato dal firmware della Anet A8/A6. Per poter installare un nuovo firmware sulla propria stampante esistono diversi metodi alternativi: io preferisco usare l’IDE di Arduino, cioè lo strumento con cui si compila e si carica il software sulle schede Arduino. E’ possibile scaricarlo da questo link: Arduino IDE (disponibile per tutti i S.O.).
Ulteriore passo è scaricare la definizione delle schede Anet dal repository GitHub di SkyNet3D/anet-board disponibile a questo link (scaricate lo ZIP dal pulsante “clone pr download”). Si tratta dei files necessari all’Arduino IDE per dialogare con la stampante Anet.
Mettiamoci al PC:
- Installate Arduino IDE secondo la procedura prevista dal poprio S.O..
- Aprite la cartella in cui è stato installato l’Arduino IDE e posizionatevi nella sottocartella
hardware(che contiene le definizioni di tutte le schede supportate). Il path dovrebbe essereDocuments\Arduino\hardwaresu Windows oppure~/Documents/Arduino/hardwaresu MacOS. - Aprite il paccchetto
anet-boardscaricato da GitHub e copiate la sua cartellaanetnella cartella hardware dell’Arduino IDE (come nella figura).

 Adesso verifichiamo che il dialogo tra PC e stampante avvenga correttamente:
Adesso verifichiamo che il dialogo tra PC e stampante avvenga correttamente:
- Colleghiamo la stampante via Seriale/USB al PC
- Accendiamo la stampante
- Lanciamo Arduino IDE e verifichiamo che la scheda sia riconosciuta.
- Selezioniamola scheda AVR: Strumenti > Scheda > Anet v1.0
- Selezioniamo la porta seriale via USB a cui è collegata la stampante (varia da PC a PC)
- Selezioniamo il programmatore: Strumenti > Programmartore > AVRISP mkII
L’ambiente è pronto per ricevere i sorgenti del nuovo firmware!
Configuriamo Marlin per la nostra Anet
 Marlin è un firmware open souce ampiamente supportato, ottimizzato per stampanti 3D RepRap basate sulla piattaforma Arduino. Qui il suo sito ufficiale marlinfw.org. Il pacchetto può essere scaricato dal sito ufficiale (a questo link) oppure direttamente dal repository GitHub cliccando qui (scaricate lo ZIP dal pulsante “clone pr download”).
Marlin è un firmware open souce ampiamente supportato, ottimizzato per stampanti 3D RepRap basate sulla piattaforma Arduino. Qui il suo sito ufficiale marlinfw.org. Il pacchetto può essere scaricato dal sito ufficiale (a questo link) oppure direttamente dal repository GitHub cliccando qui (scaricate lo ZIP dal pulsante “clone pr download”).
Scompattate il pacchetto ZIP in una cartella.
 All’interno della cartella
All’interno della cartella Marlin troverete una serie di files .h e .cpp. Si tratta dei sorgenti del firmware ed andranno compilati correttamente. Ma prima di tutto è necessario copiare i 2 files:
Configuration_adv.h
Configuration.h
presenti nella sottocartella di Marlin:
example_configurations > Anet > A6
nella cartella madre Marlin. Sovrascrivete quelle esistenti.
Ogni stampante è diversa dalle altre, ed ha bisogno di una configurazione ad hoc. Per fortuna sono disponibili molti files di esempio: quelli nella cartella Anet sono una ottima base di partenza e andranno a sostituire quelli di default. Ci servirà fare solo qualche piccolo ritocco.
Abbiate sempre l’accortezza di tenere una copia di backup di questi files, perchè conterranno tutti i parametri necessari al corretto funzionamento della stampante e non devono essere andare persi o essere modificati senza ragione.
Nel nostro caso specifico andremo a modificare esclusivamente il file Configuration.h. Sul sito di Marlin esiste una completa guida (disponibile qui), ma riporto qui le modifiche fondamentali con un po’ di spiegazioni a contorno.
Doppio click sul file Marlin.ino. Si aprià Arduino IDE e saranno caricati tutti i files sorgenti del firmware. Individuiamo il TAB Configuration.h, clicchiamoci sopra ed iniziamo l’editing (usate la funzione “cerca” per trovare le righe da editare):
Sezione SCARA Printer:
Commentiamo le seguenti righe per risparmiare un po’ di memoria (vedremo dopo perchè è necessario).
//#define STRING_CONFIG_H_AUTHOR "(Ralf_E, ANET A6 config)" // Who made the changes.
//#define SHOW_BOOTSCREEN
Decommentiamo la riga in calce. ogni volta che eseguo una compilazione cambio la stringa che vi compare tra virgolette, inserendo (ad esempio) data ed ora. Questa stringa è visualizzata sul display della stampante, e mi aiuta a capire se l’ultima versione della mia compilazione sia stata correttamente installata a bordo.
#define CUSTOM_MACHINE_NAME "Alex A6 181203 21:30"
Sezione Z Probe Options:
Decommentiamo la seguente riga: in questo modo specifichiamo che useremo un sensore fisso.
#define FIX_MOUNTED_PROBE
Cambiamo poi le seguenti righe (attenzione, ce ne sono diverse già commentate). Qui è necessario inserire esattamente i valori misurati precedentemente delle distanze tra ugello e sensore. Nel mio caso:
#define X_PROBE_OFFSET_FROM_EXTRUDER -51 // X offset: -left +right [of the nozzle]
#define Y_PROBE_OFFSET_FROM_EXTRUDER 20 // Y offset: -front +behind [the nozzle]
Questo è un passaggio delicato, e dovrete applicare un po’ di semplici calcoli geometrici. Commentate le righe attive per le chiavi X_BED_SIZE, Y_BED_SIZE, X_MIN_POS, Y_MIN_POS, Z_MIN_POS, Z_MAX_POS 230. Questi valori descrivono la geometria del piatto di stampa agli occhi del sensore e vanno inseriti in base alla sua posizione anche rispetto all’estrusore. Nel mio caso, avendo un sensore abbastanza distante dall’ugello, ho dovuto sacrificare una fascia di piatto sulla sinistra. Per evitare che il sensore vada a sbattere al telaio della stampante, ho dovuto fermare il carrello prima che l’ugello si trovasse sul bordo del piatto. Di conseguenza il piatto da 220x220mm, a causa della posizione del sensore, si è “ristretto” a 195x210mm (i valori cambiano da installazione ad installazione). Quindi nel mio caso abbiamo:
#define X_BED_SIZE 195
#define Y_BED_SIZE 210
#define X_MIN_POS 0
#define Y_MIN_POS 0
#define Z_MIN_POS 0
#define Z_MAX_POS 230
Decommentate la riga sotto: in questo modo specifichiamo che tipo di misure fare per modellare i sali-scendi del piatto. Usiamo il calcolo bilineare, che interpola una superficie attraverso la misura di 12 punti. Si tratta di un metodo veloce ed allo stesso tempo efficiente. Ovviamente ce ne sono a disposizioni altri, più o meno sofisticati:
#define AUTO_BED_LEVELING_BILINEAR
Nel caso in cui voleste fare dei test, e capire la qualità delle misurazioni del vostro sensore, potreste decidere (quindi è opzionale) di decommentare la seguente riga:
#define Z_MIN_PROBE_REPEATABILITY_TEST
In questo modo la stampante sarà in grado di accettare un comando G-Code M48 che produce (e stampa sul monitor del software PC) la deviazione standard dei valori misurati su un numero di campioni a piacere. In pratica spostate il sensore su un qualsiasi punto del piatto, date il comando M48 e la stampate effettuerà una serie di misure consecutive (qui la guida).
Sezione LCD and SD support:
Se volete potete cambiare la lingua del display. Per l’italiano così:
#define LCD_LANGUAGE it
ATTENZIONE a questo passaggio. Le schede dell’Anet hanno pochissima memoria. Il supporto per il sensore ne occupa abbastanza ed è necessario rinunciare a qualcos’altro, pur di riuscire a fare l’upload del firmware sulla stampante. Altrimenti non c’è abbastanza spazio!
Sfortunatamente l’unica cosa abbastanza “pesante” che possiamo eliminare è il supporto per la scheda di memoria. Commentando la riga in basso di fatto rinuncerete alla possibilità di stampare usando una MicroSD ed occuperete alla fine solo l’89% delle risorse disponibili. Sarete perciò costretti, per stampare, a passare sempre dal PC collegato via Seriale/USB.
//#define SDSUPPORT
Quello che posso fare è consigliarvi di provare a compilare mantenendo attivo il supporto (magari qualche scheda Anet è stata aggiornata), ma l’esperienza mi dice che questo passaggio doloroso va fatto.
Compiliamo e carichiamo Marlin
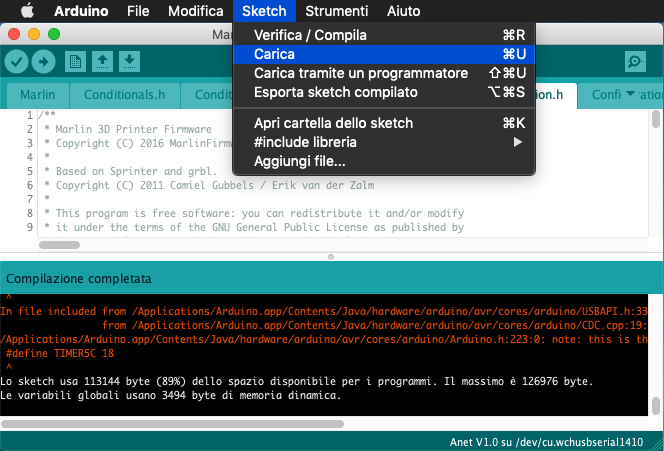
Prima di tutto verifichiamo che lo skecth compili corrttamente. Clicchiamo sul baffo verde, oppure dal menu Sketch > Verifica / Compila.
E’ molto probabile che, la prima volta, la compilazione si fermi con un messaggio di errore: è normale che manchino alcune delle librerie (ad esempio quelle per la gestione del display LCD).
Per risolvere basta accedere alla funzione di gestione delle librerie tramite il menu: Strumenti > Gestione Librerie… Fate una ricerca in base alle informazioni ricevute dal messaggio di errore e procedete all’upload delle librerie mancanti.
Una volta che la compilazione è andata a buon fine, collegate la stampante via USB e caricate il firmware. Dopo pochi minuti il display presenterà la nuova interfaccia (notate la stringa in basso sul display).

Calibriamo il sensore
Questi sono gli ultimi passaggi, necessari affinchè la calibrazione del sensore e le distanze misurate siano adatte allo scopo. Per fare questo dovrete usare un software per inviare comandi G-Code alla stampante. Io vi consiglio Repetier (qui il sito). Si tratta di un software gratuito, disponibile per tutte le piattaforme, molto leggero e con funzioni davvero avanzate. Permette, tra le altre cose, di muovere l’estrusore a step di 0,1mm (qui la guida dei comandi G-Code). Iniziamo la procedura:
- Effettuare una Home ALL: attenzione, perchè adesso la posizione home non sarà nell’angolo in basso a sinistra del piatto. Ma il sensore sarà posizionato al centro del piatto (il sensore e non l’ugello!).
M851 Z0: impostiamo il valore della Z dell’offeset del sensore a zero: cioè la diffeenza di altezza tra ugello e sensore (sarà visibile dal display).M500: salviamo tutte le impostazioni sulla EEPROM (la memoria permanente della stampante).M501: carichiamo per sicurezza tutte le impostazioni appena salvate dalla EEPROM.M503: stampiamo a verifica un rapporto di tutte le impostazioni correnti sulla console del software (Repetier nel nostro caso).- Scaldate l’estrusore ed eliminate eventuale materiale che si fosse solidificato sotto l’ugello
Questa sequenza serve per partire da una situazione “pulita” della stampante.

Continuiamo con:
- Controlliamo che l’altezza dei due carrelli verticali (dei due motorini che gestiscono l’asse Z) sia perfettamente uguale. Controlliamo la tensione delle cinghie e stringiamo le viti del BED.
- Livelliamo a mano il letto di stampa usando il foglio di carta. Non deve esserci attrito con il foglio, anzi sarebbe consigliabile usare un foglio più spesso. Lo scopo è avere un piatto abbastanza allineato ma sufficientemente distante dall’estrusore.
G28: effettuiamo una home di tutti gli assi (STEP 1 del disegno in basso).G1 F60 Z0: abbassiamo l’estrusore fino allo Z reale, cioè la distanza a cui inizierebbe a stampare il primo layer (STEP 2 del disegno in basso). Non deve esserci attrito da foglio e ugello: se fosse così, abbassate il piatto a mano (tramite le viti) e ricominciate da (1).M211 S0: normalmente l’estrusore non potrebbe andare più in basso di così. L’end-stop Z (nel nostro caso comandato dal sensore) impedisce al motorino di scendere ancora. Ma abbiamo necessità di abbassare l’ugello fino alla distanza ottimale dal piatto, per cui il comandoM211elimina la protezione software degli endstop così da permetterci di scendere sotto il minimo della Z.- Verifichiamo via-via sul display del software o della stampante le coordinate della Z.
- Con i vari pulsanti di Repetier (o di altro software) effettuiamo spostamenti sull’asse Z a step negativi da -0,1 per abbassare l’estrusore, finché non ci sarà un po’ attrito sul foglio (facciamo scorrere diverse volte il foglio sotto l’ugello). (STEP 3 del disegno in basso)
- Una volta ottenuta la distanza ideale, leggiamo le coordinate dell’asse Z sul display del software o della stampante. Utilizziamo il valore ricavato: nel mio caso -1.2 mm (nel vostro sarà sicuramente diverso).
M851 Z-1.20: impostiamo il valore dello Z-Offset esattamente al valore rilevato a -1.20.M211 S1:riabilitiamo la protezione software degli endstop Z.M500: salviamo tutte le impostazioni sulla EEPROMM501: carichiamo per sicurezza tutte le impostazioni appena salvate dalla EEPROMM503: stampiamo a verifica un rapporto di tutte le impostazioni correnti sulla console del softwareG28: Effettuiamo la Home.G1 F60 Z0: abbassiamo per un ultimo controllo l’estrusore fino allo Z reale. Ci ritroviamo così nella stessa posizione dello step 3 nel disegno.

Tutta la procedura è servita per impostare il valore di Z-OFFSET. Per capire se sia davvero giusto è necessario fare qualche stampa.
Le piccole correzioni possono essere fatte direttamente dal display della stampante: Controllo > Movimento > Z OFFSET. Bisogna ricordarsi però di salvare le nuove impostazioni in EEPROM con M500, M501, M503.
Si stampa!

Siamo finalmente pronti.
Affinchè, prima di ogni stampa, venga effettuato l’autolivellamento è sufficiente inserire negli script iniziali, dopo il comando G-Code G28 (home all), il comando G29 (automatic bed leveling). Vedi figura di esempio in Simplify3D.
Da questo momento la stampante abbasserà e solleverà l’estrusore in funzione degli avvallamenti dell’hot-bend, garantendo la stampa di un primo layer uniforme.
Nel caso in cui l’estrusore dovesse risultare troppo alto o troppo basso, potete anche intervenire nel programma di slicing: ad esempio in Simplify3D esiste una sezione nel tab di configurazione G-Code chiamata Global G-Code Offset. Inserendo nel valore Z-Axis (in mm) un valore negativo, l’ugello si avvicinerà al piatto. Viceversa si allonaterà per valori positivi. Questo è un metodo rapido per calibrare al volo, magari per una specifica stampa, l’altezza dell’estrusore ad intervalli di 0.1mm.
Nel video in basso il risultato di un comando di auto-bed-level sulla mia Anet A6 a configurazione finita:
Se questo post ti è stato utile, supporta gratuitamente questo blog.
Buone stampe!










{kind=link}
Ciao! Segui ancora questa pagina ?
Ho seguito le tue istruzioni passo passo. Non ho ancora aggiornato il marlin (già installato ma non configurato per l’auto leveling).
Ho un problema, con tutti i cablaggi fatti, controllati 10 volte, nel momento in cui faccio home all, il piatto scende a zero ma come attiva lo Z switch la stampante si resetta, fino a quando non rifaccio risalire manualmente il piatto, e allora la stampante si resetta… Non riesco a capire dove sia l’errore…
Ciao Marco,
Se non hai ancora risolto il problema del reset quando viene premuto il finecorsa dell’asse Z puoi controllare che questo sia collegato correttamente e che non mandi in cortocircuito l’alimentazione della scheda di controllo.
Ciao Alessandro, ho una Anet A6 definita “normale”. Posso inserire questo autolevel? chiedendo al venditore mi ha risposto che nella mia versione non è inseribile
Ciao, la stampante dell’articolo è una Anet A6.
Quindi ti confermo che puoi inserire l’autolevel, ma devi cambiarne il firmware, inserendo MARLIN.
Il venditore ti ha ovviamente risposto di “no” perchè la stampante stock (così come comprata) non supporta l’autolevel. Cambiare il firmware alla stampante ovviamente invalida la garanzia.
Non so se risponda più l’autore, l’articolo è vecchio comunque mi sembra di capire che l’autore del post abbia proprio una A6.
In ogni caso se hai lo switch z stop e la possibilità di mettere il Marlin sicuramente puoi metterlo nella tua stampante
Grazie mille dei consigli. C’è modo di verificare la capacità della mia scheda madre si mantenere il lettore SD? Per me indispensabile, avendo la stampante lontana dal PC. Nel caso in cui non fosse possibile mantenerlo, dovrei tenere il pc acceso durante tutto il processo di stampa, giusto?
Purtroppo tuttele Anet A6 sono uguali…
Salve, ho un problema con il cablaggio. Ho copiato esattamente lo schema, ma quando parte l’autoleveling la stampante si ferma e mi da l’errore “provino fallito”.
Dove sbaglio??
Aggiungo: il sensore legge bene il piatto, e quando faccio l’auto home, l’ugello scende poi risale e si ferma.
Mentre dovrebbe riscendere e rileggere una seconda volta, ma non lo fa